



01 Apa itusambungan las
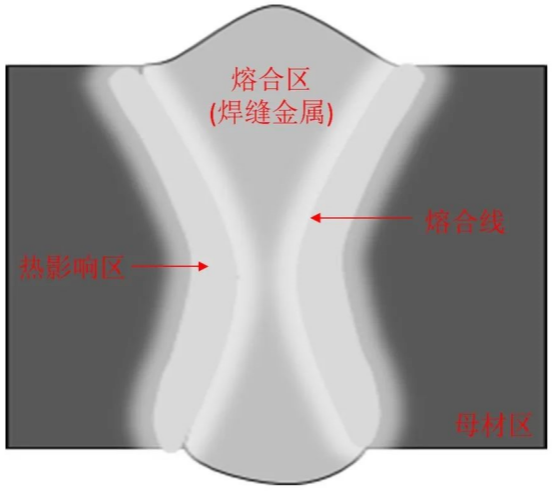
Sambungan las mengacu pada sambungan di mana dua atau lebih benda kerja dihubungkan dengan pengelasan. Sambungan las fusi dibentuk dengan pemanasan lokal dari sumber panas suhu tinggi. Sambungan las terdiri dari zona fusi (zona las), garis fusi, zona yang terkena panas, dan zona logam dasar, seperti yang ditunjukkan pada gambar.
02 Apa itu sambungan pantat?
Struktur pengelasan yang umum digunakan adalah sambungan di mana dua bagian yang saling terhubung dilas pada bidang yang sama atau busur di bidang tengah sambungan. Karakteristiknya adalah pemanasan yang seragam, gaya yang seragam, dan mudah untuk memastikan kualitas pengelasan.
03 Apa itualur pengelasan
Untuk memastikan penetrasi dan kualitas sambungan las, serta mengurangi deformasi pengelasan, sambungan bagian yang dilas umumnya diproses terlebih dahulu menjadi berbagai bentuk sebelum pengelasan. Alur pengelasan yang berbeda cocok untuk metode pengelasan dan ketebalan las yang berbeda. Bentuk alur yang umum meliputi: berbentuk I, berbentuk V, berbentuk U, berbentuk V satu sisi, dll., seperti yang ditunjukkan pada gambar.
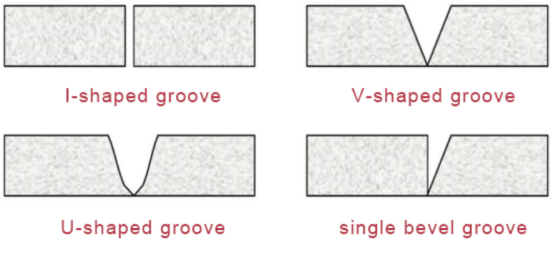
Bentuk alur umum pada sambungan tumpul
04 Pengaruh Bentuk Alur Sambungan Tumpul padaPengelasan Komposit Busur Laser
Seiring bertambahnya ketebalan benda kerja yang dilas, mencapai pengelasan satu sisi dan pembentukan dua sisi pada pelat sedang dan tebal (daya laser <10 kW) seringkali menjadi lebih kompleks. Biasanya, strategi pengelasan yang berbeda perlu diterapkan, seperti mendesain bentuk alur yang sesuai atau menyediakan celah penyambungan tertentu, untuk mencapai pengelasan pelat sedang dan tebal. Namun, dalam pengelasan produksi aktual, menyediakan celah penyambungan akan meningkatkan kesulitan perlengkapan pengelasan. Oleh karena itu, desain alur menjadi sangat penting selama proses pengelasan. Jika desain alur tidak masuk akal, stabilitas dan efisiensi pengelasan akan terpengaruh secara negatif, dan juga meningkatkan risiko cacat pengelasan.
(1) Bentuk alur secara langsung mempengaruhi kualitas sambungan las. Desain alur yang sesuai dapat memastikan bahwa logam kawat las terisi penuh ke dalam sambungan las, sehingga mengurangi terjadinya cacat pengelasan.
(2) Bentuk geometris alur mempengaruhi cara perpindahan panas, yang dapat mengarahkan panas dengan lebih baik, mencapai pemanasan dan pendinginan yang lebih seragam, dan membantu menghindari deformasi termal dan tegangan sisa.
(3) Bentuk alur akan mempengaruhi morfologi penampang sambungan las, dan akan menyebabkan morfologi penampang sambungan las lebih sesuai dengan persyaratan khusus, seperti kedalaman dan lebar penetrasi las.
(4) Bentuk alur yang sesuai dapat meningkatkan stabilitas pengelasan dan mengurangi fenomena ketidakstabilan selama proses pengelasan, seperti cacat percikan dan undercut.
Seperti yang ditunjukkan pada Gambar 3, para peneliti telah menemukan bahwa penggunaan pengelasan komposit busur laser (daya laser 4kW) dapat mengisi alur dalam dua lapisan dan dua lintasan, secara efektif meningkatkan efisiensi pengelasan; Pengelasan bebas cacat pada MnDR setebal 20mm dicapai menggunakan pengelasan komposit busur laser tiga lapis (daya laser 6kW); Pengelasan komposit busur laser digunakan untuk mengelas baja karbon rendah setebal 30mm dalam beberapa lapisan dan lintasan, dan morfologi penampang sambungan las stabil dan baik. Selain itu, para peneliti telah menemukan bahwa lebar alur persegi panjang dan sudut alur berbentuk Y memiliki dampak signifikan pada efek pembatasan spasial. Ketika lebar alur persegi panjang adalah≤4mm dan sudut alur berbentuk Y adalah≤60 °Morfologi penampang sambungan las menunjukkan retakan di bagian tengah dan takik di dinding samping, seperti yang ditunjukkan pada gambar.
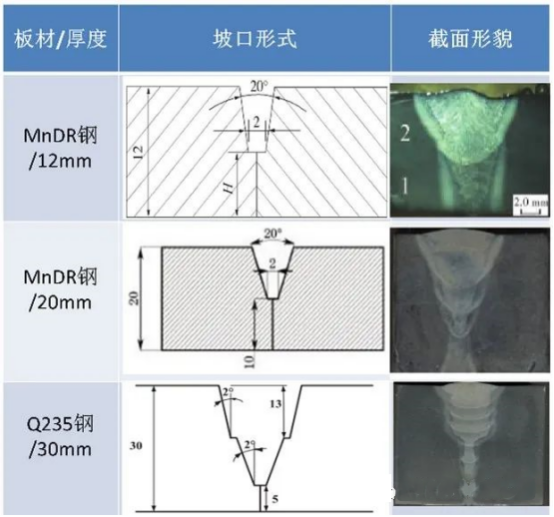
Pengaruh Bentuk Alur pada Morfologi Penampang Las
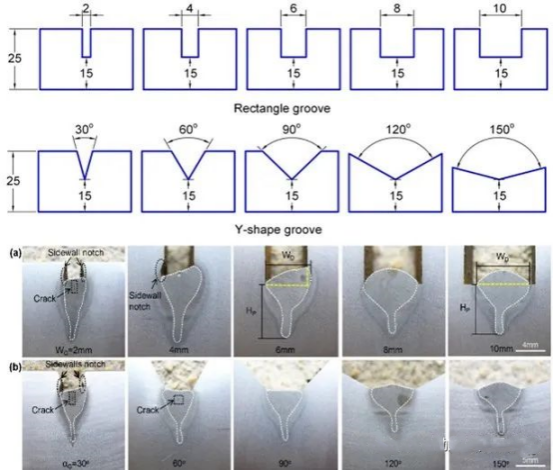
Pengaruh Lebar dan Sudut Alur pada Morfologi Penampang Las
05 Ringkasan
Pemilihan bentuk alur perlu mempertimbangkan secara komprehensif persyaratan tugas pengelasan, karakteristik material, dan karakteristik proses pengelasan komposit busur laser. Desain alur yang tepat dapat meningkatkan efisiensi pengelasan dan mengurangi risiko cacat pengelasan. Oleh karena itu, pemilihan dan desain bentuk alur merupakan faktor kunci sebelum pengelasan komposit busur laser pada pelat sedang dan tebal.
Waktu posting: 08-Nov-2023











